Rebuilding a 300 Hirth into a MOD motor
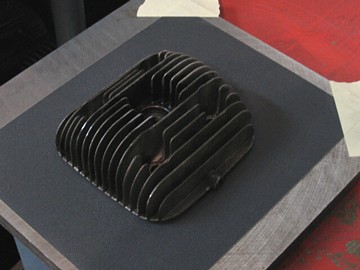
I milled down the exhaust side about 2.5 mm and 2.0 mm off the transfer area (if I were to do this again, I would only take 1.0 mm off the tranfer area). The top of the piston was then polished. The skirt on the intake side was also shortened about 4.1 mm. * * * The cylinder head being milled. After milling it will be finished on a surface plate to make it smooth and flat.
Cylinder head after milling. * * * The top of the cylinder getting the same treatment. The cylinder was also ported, with the exhaust port being raised about 1.3 mm. The intake port was lowered 2.9 mm and the top of the intake port was raised by 1 mm. The ring guide was narrowed but not shortened. The exhaust and intake ports are plenty wide in stock form, so I did not modify the port widths. Remember to chamfer the modified areas of the ports so they don't snag a piston ring.
Here is another tool everyone should have; a surface plate. They are kind of pricey, but once you have one you'll quickly realize how warped used parts really are! I use it for checking/repairing cylinder heads, cylinder tops and bottoms, carb spacers, intake manifolds, carb flanges, exhaust manifolds, etc. * * * Lookin' good, but just a little more...
Ready to rock. Total cut was about .060". * * * Here is the cylinder head after cleaning, bead blasting, and a coat of High Tech Engine Clear (to prevent oxidation). The cylinder also got the surface plate treatment and was cleaned, blasted and painted with Radiator Black, which is a non-insulating paint. The deck surface of the cylinder was also cut about .060".
The combustion chamber was given a little polish job and the bottom of the cylinder was also surfaced (just enough to get a good, smooth gasket surface). * * * Piston and rings installed. The piston/cylinder clearance was within specs (on the high side) and the rings were right at the high side of spec. If I would have used a new piston and rings, I would have installed only the two top rings (which is what they used to do back in the day). But because of the ring wear, I installed all three to maintain good compression.
Here is another useful tool; an old piece of slider hyfax. It is used to hold the piston so the cylinder can be installed (and yes, I did install the gasket before I put the cylinder on...). * * * Here you can see the modified piston at TDC. The piston top is just about flush with the cylinder deck (much better than it was before) and you can see how milling the piston changes the port timing. Modifying the piston this way does lower the compression a bit, but milling the cylinder deck and the head surface gets it all back, plus some.
 * * *
* * * 
 * * *
* * * 
 * * *
* * * 
 * * *
* * * 
 * * *
* * * 
 * * *
* * * 