Rebuilding a 300 Hirth into a MOD motor
Another view of the air shroud * * * The PTO side of the crankcase, cleaned, gently bead blasted with fine glass beads, cleaned again and ready for primer and paint.
PTO side all painted and a new crank bearing installed. To install the bearing, the bearing was put in the freezer for a couple of hours. Then, the bearing area of the case was heated with a heat gun and the cold bearing was dropped into place. * * * This is the MAG side, ready for assembly. The parts were painted with PlastiKote Engine Paint. Two coats of primer and three good coats of gloss black. This primer and paint is gas and heat resistant.
Here is a tool that everyone should have, a heat gun. It works great for heating up cases and bearings for crankshaft/crankcase assembly. * * * After the PTO side was back to room temperature, the crank was put in the vise (with "soft jaws"). The inner race of the bearing was heated with the heat gun, and the case/bearing was lowered onto the crank. While it was still warm, and using a punch and a hammer, I gave the bearing a few taps to make sure it was fully seated on the crank. While everything cooled off, I installed the seal in the end plate, filled the lip with grease, sprayed both sides of the gasket with Permatex Copper gasket spray, and then installed the gasket and end plate onto the case.
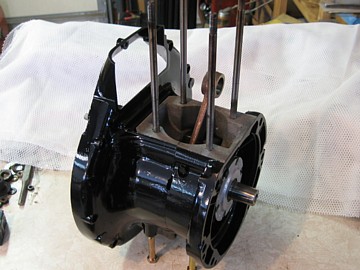
To make further assembly a little easier, I decided to put the case together before installing the MAG side bearing. I ran a small bead of Three Bond case sealer on one side and put the case together. Then, with clean bolts and nuts, I put one drop of 3-in-1 oil on the bolt threads and torqued them to 2 ft-lbs. Make sure you use a criss-cross pattern when tightening up the bolts and nuts. I then left the case sealer to set up, at room temperature, for 48 hrs.
After the case sealer had cured, I torqued the case bolts to 4 ft-lbs and then to the final torque of 6.5 ft-lbs. Then I heated the bearing area of the case and the inner race of the bearing and gently tapped the bearing into place. And like the PTO side, I installed the seal into the end plate while the case/bearing/crank cooled off. Then I greased up the seal, sprayed the gasket, and installed the end plate. * * * With the crankcase done, it was time to work on the ignition.
Here is the stator plate, with new points and condenser installed. Be careful when installing the condenser. Do not push on the center and do not over heat it when you solder the connection. The ignition coil (primary side: 1.44-2.2 ohms, secondary side: 6,030-7,810 ohms) and the lighting coil (1.215-1.485 ohms) checked out okay so they were reused. * * * Before the ignition was installed, I assembled the top end. Here is the modified piston and the piston rings.
 * * *
* * * 
 * * *
* * * 
 * * *
* * * 
 * * *
* * * 
 * * *
* * * 
 * * *
* * * 